- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Разумевање комплетног процеса производње полупроводничких уређаја
1. Фотолитографија
Фотолитографија, која је често синоним за генерисање шаблона, једна је од најкритичнијих покретачких сила иза брзог напретка технологије полупроводника, која потиче од процеса израде фотографских плоча у штампању. Ова техника омогућава презентацију било ког узорка на микро или нано-скали користећи фоторезист, а када се комбинује са другим процесним технологијама, преноси ове шаре на материјале, реализујући различите дизајне и концепте полупроводничких материјала и уређаја. Извор светлости који се користи у фотолитографији директно утиче на прецизност образаца, са опцијама у распону од ултраљубичастих, дубоких ултраљубичастих, до рендгенских и електронских зрака, од којих свака одговара растућем нивоу верности узорка у поменутом редоследу.
Стандардни ток процеса фотолитографије укључује припрему површине, адхезију, меко печење, експозицију, печење након експозиције, развој, тврдо печење и инспекцију.
Површински третман је императив јер супстрати обично апсорбују молекуле Х2О из ваздуха, што је штетно за фотолитографију. Због тога се супстрати у почетку подвргавају процесу дехидрације печењем.
За хидрофилне супстрате, њихова адхезија на хидрофобни фоторезист је недовољна, што потенцијално узрокује одвајање фоторезиста или неусклађеност узорка, а самим тим и потребу за промотером адхезије. Тренутно, хексаметил дисилазан (ХМДС) и три-метил-силил-диетил-амин (ТМСДЕА) су широко коришћени појачивачи адхезије.
Након површинске обраде почиње наношење фоторезиста. Дебљина нанешеног фоторезиста није повезана само са његовим вискозитетом, већ на њу утиче и брзина центрифугирања, генерално обрнуто пропорционална квадратном корену брзине центрифуге. Након наношења премаза, врши се меко печење да би се испарио растварач из фоторезиста, побољшавајући пријањање у процесу познатом као предпечење.
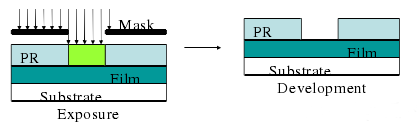
Када се ови кораци заврше, долази до излагања. Фоторезисти се класификују као позитивни или негативни, са супротним својствима након експозиције.
Узмимо позитиван фоторезист као пример, где је неекспонирани фоторезист нерастворљив у развијачу, али постаје растворљив након излагања. Током експозиције, извор светлости, пролазећи кроз маску са узорком, осветљава обложену подлогу, обликујући фоторезист. Типично, подлога мора бити поравната са маском пре експозиције да би се прецизно контролисала позиција експозиције. Трајање експозиције мора бити строго контролисано како би се спречило изобличење узорка. Након излагања, може бити потребно додатно печење да би се ублажили ефекти стојећег таласа, иако је овај корак опциони и може се заобићи у корист директног развоја. Развој раствара експонирани фоторезист, прецизно преносећи узорак маске на слој фоторезиста. Време развоја је такође критично – прекратко води до непотпуног развоја, предуго изазива изобличење шаблона.
Након тога, тврдо печење јача причвршћивање фотоотпорног филма на подлогу и побољшава његову отпорност на нагризање. Температура тврдог печења је генерално нешто виша од температуре претходног печења.
Коначно, микроскопска инспекција потврђује да ли је образац у складу са очекивањима. Након што се шара пренесе на материјал другим процесима, фоторезист је испунио своју сврху и мора се уклонити. Методе одстрањивања укључују мокро (користећи јаке органске раствараче као што је ацетон) и суво (користећи кисеоничну плазму да би се уклонио филм).
2. Допинг технике
Допинг је неопходан у технологији полупроводника, мењајући електрична својства полупроводничких материјала по потреби. Уобичајене методе допинга укључују термичку дифузију и имплантацију јона.
(1) Ионска имплантација
Имплантација јона допира полупроводнички супстрат бомбардујући га јонима високе енергије. У поређењу са топлотном дифузијом, има много предности. Јони, одабрани помоћу анализатора масе, обезбеђују високу чистоћу допинга. Током целе имплантације, супстрат остаје на собној температури или мало изнад. Могу се користити многи маскирни филмови, као што су силицијум диоксид (СиО2), силицијум нитрид (Си3Н4) и фоторезист, пружајући високу флексибилност са техникама самопоравнања маске. Дозе имплантата су прецизно контролисане, а дистрибуција јона имплантираних нечистоћа је уједначена унутар исте равни, што резултира високом поновљивошћу.
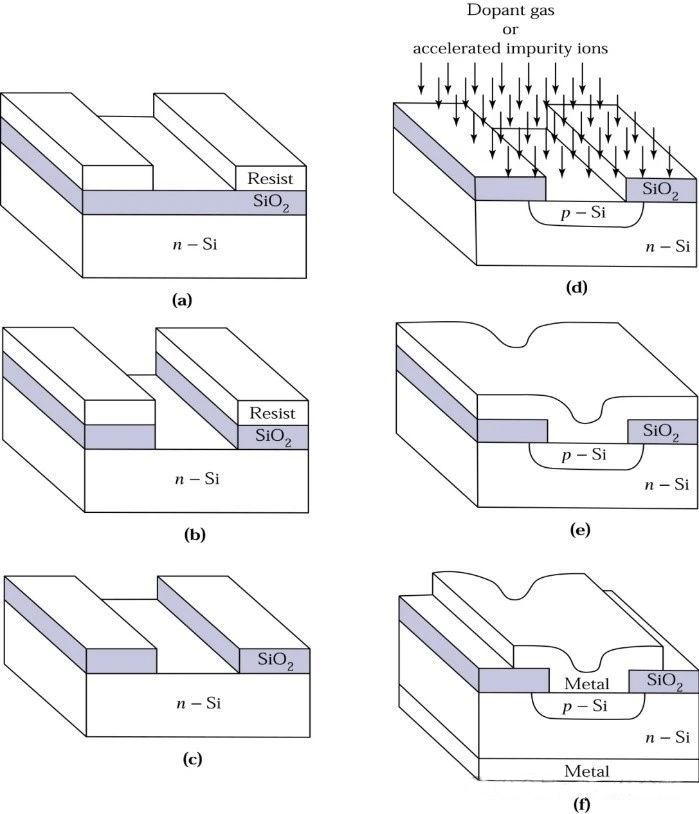
Дубина имплантације је одређена енергијом јона. Регулисањем енергије и дозе може се манипулисати дистрибуцијом јона нечистоћа у супстрату након имплантације. Вишеструке имплантације са различитим шемама могу се изводити континуирано да би се постигли различити профили нечистоћа. Нарочито, у монокристалним супстратима, ако је правац имплантације паралелан са кристалографским правцем, јављају се ефекти каналисања - неки јони ће путовати дуж канала, чинећи контролу дубине изазовном.
Да би се спречило каналисање, имплантација се обично спроводи под углом од око 7° у односу на главну осу монокристалног супстрата или покривањем супстрата аморфним слојем.
Међутим, имплантација јона може значајно оштетити кристалну структуру супстрата. Јони високе енергије, након судара, преносе енергију на језгра и електроне супстрата, узрокујући да они напусте решетку и формирају дефектне парове интерстицијално-празно место. У тешким случајевима, кристална структура у неким регионима може бити уништена, формирајући аморфне зоне.
Оштећење решетке у великој мери утиче на електрична својства полупроводничког материјала, као што је смањење покретљивости носача или животни век неравнотежних носача. Што је најважније, већина имплантираних нечистоћа заузимају неправилна интерстицијска места, не успевајући да формирају ефикасан допинг. Стога су поправка оштећења на решетки након имплантације и електрична активација нечистоћа од суштинског значаја.
Термичко жарење је најефикаснији метод за поправку оштећења решетке узрокованих имплантацијом јона и нечистоћама које се активирају електричном енергијом. На високим температурама, парови дефекта међупростор-празно место у кристалној решетки супстрата ће се рекомбиновати и нестати; аморфни региони ће се такође рекристализовати са границе са монокристалним областима путем епитаксије у чврстој фази. Да би се спречила оксидација материјала супстрата на високим температурама, термичко жарење мора бити спроведено у вакууму или атмосфери инертног гаса. Традиционално жарење траје дуго и може проузроковати значајну прерасподелу нечистоћа услед дифузије.
Долазак наРТП технологијабави се овим проблемом, у великој мери постижући поправку оштећења решетке и активацију нечистоћа у оквиру скраћеног трајања жарења.
У зависности од извора топлоте,РТПје категорисан у неколико типова: скенирање електронским снопом, пулсни сноп електрона и јона, импулсни ласери, ласери са континуалним таласима и широкопојасни некохерентни извори светлости (халогене сијалице, графитни грејачи, лучне лампе), при чему су последњи најшире коришћени. Ови извори могу загрејати подлогу до потребне температуре у трену, завршавајући жарење за кратко време и ефикасно смањујући дифузију нечистоћа.
3. Технике наношења филма
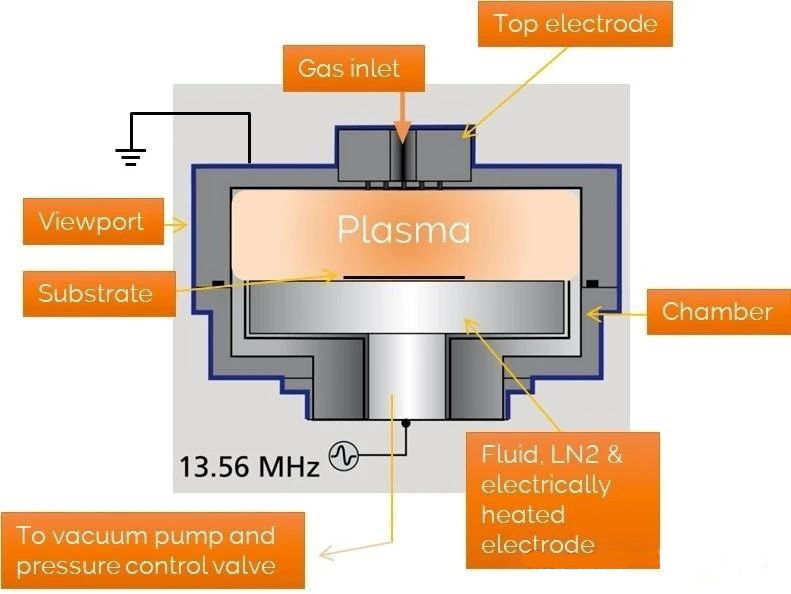
(1) Плазма побољшано хемијско таложење паре (ПЕЦВД)
ПЕЦВД је један облик технике хемијског таложења паре (ЦВД) за таложење филма, а друга два су ЦВД под атмосферским притиском (АПЦВД) и ЦВД ниског притиска (ЛПЦВД).
Тренутно је ПЕЦВД најшире примењена међу три типа. Користи радиофреквентну (РФ) плазму за иницирање и одржавање хемијских реакција на релативно ниским температурама, чиме се олакшава таложење филма на ниским температурама са високим стопама таложења. Шема његове опреме је као што је илустровано.
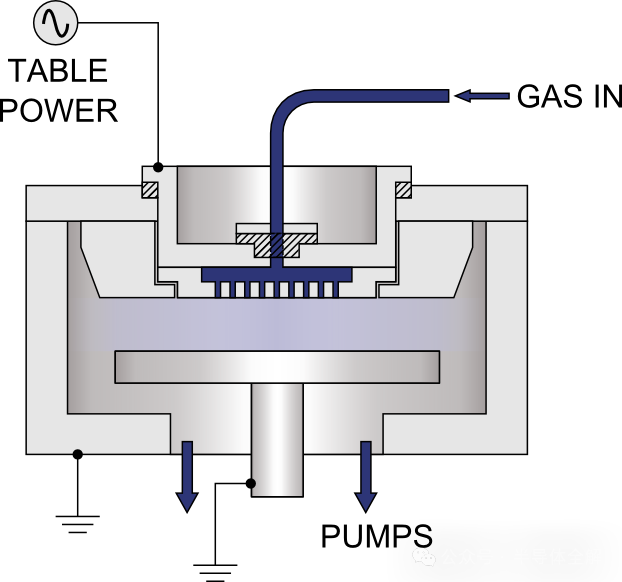
Филмови произведени овом методом показују изузетну адхезију и електрична својства, минималну микропорозност, високу униформност и робусне могућности пуњења малих размера. Фактори који утичу на квалитет ПЕЦВД таложења укључују температуру супстрата, брзину протока гаса, притисак, РФ снагу и фреквенцију.
(2) Прскање
Распршивање је метода физичког таложења паре (ПВД). Наелектрисани јони (обично Аргон јони, Ар+) се убрзавају у електричном пољу, добијајући кинетичку енергију. Они су усмерени ка циљном материјалу, сударајући се са циљним молекулима и узрокујући њихово померање и распршивање. Ови молекули такође поседују значајну кинетичку енергију и крећу се према супстрату, талажући на њему.
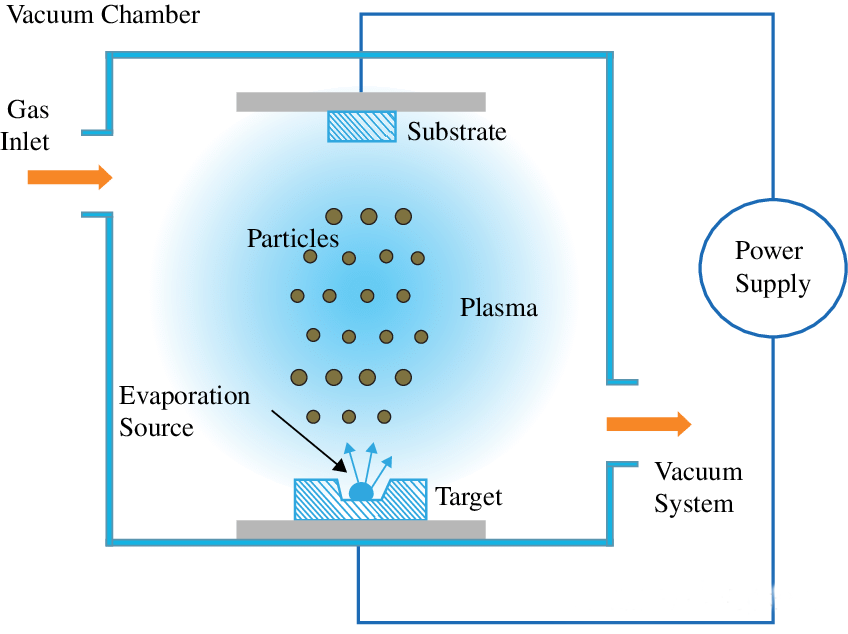
Типично коришћени извори напајања за распршивање укључују једносмерну струју (ДЦ) и радио фреквенцију (РФ), где је једносмерно распршивање директно применљиво на проводне материјале као што су метали, док изолациони материјали захтевају РФ распршивање за таложење филма.
Конвенционално распршивање пати од ниске стопе таложења и високих радних притисака, што доводи до нижег квалитета филма. Магнетронско распршивање на идеалан начин решава ова питања. Користи спољашње магнетно поље да промени линеарну путању јона у спиралну путању око смера магнетног поља, продужавајући њихову путању и побољшавајући ефикасност судара са циљним молекулима, чиме се повећава ефикасност распршивања. Ово резултира повећаном стопом таложења, смањеним радним притисцима и значајно побољшаним квалитетом филма.
4. Етцхинг Технике
Нагризање је класификовано у суви и влажни начин, назван по њиховој употреби (или недостатку) специфичних решења.
Уобичајено, јеткање захтева припрему слоја маске (који може директно да буде фотоотпорни) за заштиту региона који нису намењени за гравирање.
(1) Суво гравирање
Уобичајене врсте сувог јеткања укључујуИндуктивно спрегнута плазма (ИЦП) јеткање, јеткање јонским снопом (ИБЕ) и реактивно јонско јеткање (РИЕ).
Код ИЦП јеткања, плазма произведена сјајним пражњењем садржи бројне високо хемијски активне слободне радикале (слободне атоме, молекуле или атомске групе), који хемијски реагују са циљним материјалом да би формирали испарљиве производе, чиме се постижу јеткање.
ИБЕ користи високоенергетске јоне (јонизоване из инертних гасова) да директно бомбардују површину циљаног материјала ради нагризања, што представља физички процес.
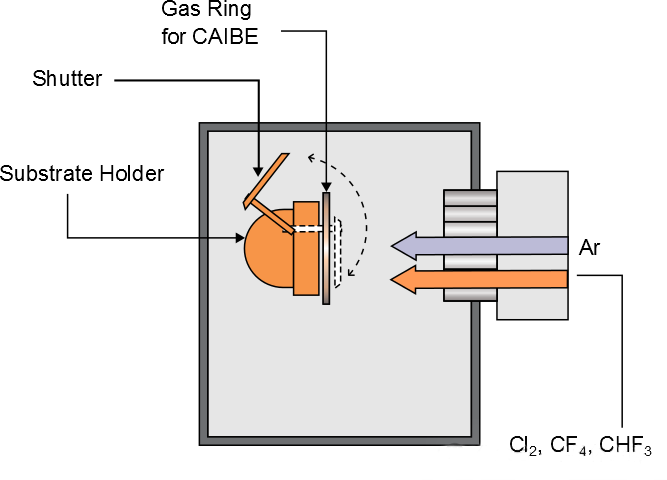
РИЕ се сматра комбинацијом претходна два, замењујући инертни гас који се користи у ИБЕ гасом који се користи у ИЦП гравуре, чиме се чини РИЕ.
За суво гравирање, вертикална брзина гравирања далеко премашује бочну брзину, тј. има висок однос ширине и висине, омогућавајући прецизну репликацију узорка маске. Међутим, суво јеткање такође угриза слој маске, показујући лошију селективност (однос брзина јеткања циљног материјала и слоја маске), посебно код ИБЕ, који може неселективно да се угризе по површини материјала.
(2) Мокро нагризање
Влажним јеткањем означава се метод јеткања који се постиже урањањем циљаног материјала у раствор (етцхант) који са њим хемијски реагује.
Ова метода гравирања је једноставна, исплатива и показује добру селективност, али има низак однос страница. Материјал испод ивица маске може бити кородиран, што га чини мање прецизним од сувог јеткања. Да би се ублажили негативни утицаји ниског односа ширине и висине, морају се изабрати одговарајуће стопе нагризања. Фактори који утичу на брзину нагризања укључују концентрацију нагризања, време нагризања и температуру нагризања.**
Претходна:Потешкоће у припреми СиЦ супстрата