- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Плазма процеси у ЦВД операцијама
1. Чишћење коморе
Током процеса хемијског таложења паром (ЦВД), наслаге се формирају не само на површини плочице већ и на компонентама унутар процесне коморе и њених зидова. Филмови таложени на деловима морају се редовно уклањати да би се одржали стабилни услови процеса и спречила контаминација плочица честицама. Већина ЦВД комора користи гасове хемијске реакције на бази флуора за чишћење.
In silicon oxide CVD chambers, plasma cleaning typically involves fluorocarbon gases such as CF4, C2F6, and C3F8, which decompose in the plasma, releasing fluorine radicals. The chemical reactions are represented as follows:
·е- + ЦФ4 -> ЦФ3 + Ф + е-
· е- + Ц2Ф6 -> Ц2Ф5 + Ф + е-
Атоми флуора, који су међу најреактивнијим радикалима, брзо реагују са силицијум оксидом и формирају гасовити СиФ4, који се лако може евакуисати из коморе:
·Ф + СиО2 -> СиФ4 + О2 + други испарљиви нуспроизводи
Волфрамове ЦВД коморе обично користе СФ6 и НФ3 као изворе флуора. Радикали флуора реагују са волфрамом и производе испарљиви волфрам хексафлуорид (ВФ6), који се може евакуисати из коморе помоћу вакуум пумпи. Чишћење плазма коморе може се аутоматски прекинути праћењем емисионих карактеристика флуора у плазми, избегавајући претерано пречишћавање коморе. Ови аспекти ће бити размотрени детаљније.
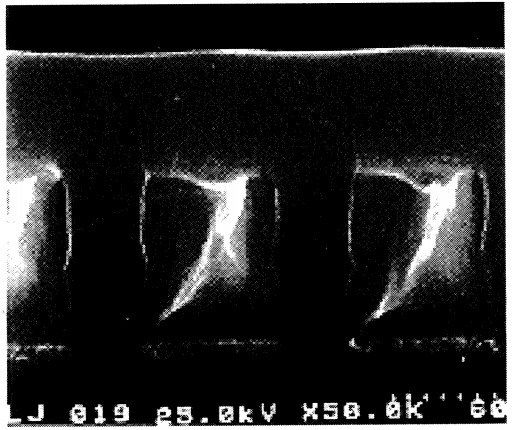
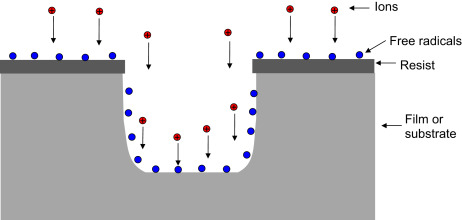
2. Попуна празнина
Када се јаз између металних линија сузи на 0,25 µм са односом ширине и висине од 4:1, већина техника ЦВД таложења се бори да попуни празнине без празнина. ЦВД плазме високе густине (ХДП-ЦВД) је способан да попуни тако уске празнине без стварања празнина (погледајте слику испод). ХДП-ЦВД процес ће бити описан касније.
3. Плазма Етцхинг
У поређењу са мокрим нагризањем, плазма гравирање нуди предности као што су профили анизотропног јеткања, аутоматска детекција крајње тачке и нижа потрошња хемикалија, заједно са разумним високим стопама јеткања, добром селективношћу и униформношћу.
4. Контрола Етцх профила
Пре него што је плазма гравирање постало широко распрострањено у производњи полупроводника, већина фабрика плочица користила је влажно хемијско јеткање за пренос узорка. Међутим, влажно нагризање је изотропан процес (јеткање истом брзином у сваком правцу). Када се величине обележја смање испод 3 µм, изотропно нагризање доводи до подрезивања, ограничавајући примену влажног гравирања.
У процесима плазме, јони непрекидно бомбардују површину плочице. Било кроз механизме оштећења решетке или механизме пасивизације бочних зидова, нагризањем плазмом се могу постићи анизотропни профили јеткања. Смањењем притиска током процеса нагризања, средњи слободни пут јона се може повећати, чиме се смањују колизије јона за бољу контролу профила.
5. Брзина нагризања и селективност
Бомбардовање јонима у плазми помаже да се разбију хемијске везе површинских атома, излажући их радикалима које ствара плазма. Ова комбинација физичког и хемијског третмана значајно повећава брзину хемијске реакције нагризања. Брзина нагризања и селективност су диктирани захтевима процеса. Пошто и јонско бомбардовање и радикали играју кључну улогу у нагризању, а РФ снага може да контролише јонско бомбардовање и радикале, РФ снага постаје кључни параметар за контролу брзине нагризања. Повећање РФ снаге може значајно повећати брзину нагризања, о чему ће бити више речи, а такође утиче на селективност.
6. Детекција крајње тачке
Без плазме, крајња тачка нагризања мора бити одређена временским или визуелним прегледом оператера. У процесима плазме, како гравирање напредује кроз површински материјал да би се започело нагризање основног (крајње тачке) материјала, хемијски састав плазме се мења због промене нуспроизвода јеткања, што је видљиво кроз промену боје емисије. Праћењем промене боје емисије помоћу оптичких сензора, крајња тачка гравирања се може аутоматски обрадити. У производњи ИЦ, ово је веома вредан алат.**