- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Студија реакционо синтероване СиЦ керамике и њихових својстава
Зашто је силицијум карбид важан?
Силицијум карбид (СиЦ) је једињење формирано ковалентним везама између атома силицијума и угљеника, познато по одличној отпорности на хабање, отпорности на топлотни удар, отпорности на корозију и високој топлотној проводљивости. Широко се користи у ваздухопловству, механичкој производњи, петрохемији, топљењу метала и електронској индустрији, посебно за израду делова отпорних на хабање и структурних компоненти на високим температурама.Реакционо синтерована керамика од силицијум карбидаспадају међу прве структуралне керамике које су постигле производњу у индустријском обиму. Традиционалнареакционо синтерована керамика од силицијум карбидасу направљени од праха силицијум карбида и мале количине угљеничног праха кроз реакцију синтеровања инфилтрације силицијумом на високој температури, што захтева дуго време синтеровања, високе температуре, велику потрошњу енергије и високе трошкове. Уз растућу примену реакционо синтероване технологије силицијум карбида, традиционалне методе су недовољне да задовоље индустријску потражњу за сложеним облицимакерамика од силицијум карбида.
Шта су недавна достигнућа уРеакционо синтеровани силицијум карбид?
Недавни напредак довео је до производње високо густе, високе чврстоће на савијањекерамика од силицијум карбидакоришћењем праха силицијум карбида нано величине, значајно побољшавајући механичка својства материјала. Међутим, висока цена праха силицијум карбида нано величине, чија је цена преко десетина хиљада долара по тони, омета примену великих размера. У овом раду користили смо широко доступан дрвени угаљ као извор угљеника и микронски силицијум карбид као агрегат, користећи технологију ливења клизним слојем за припремуреакцијски синтерована силицијум карбидна керамиказелена тела. Овај приступ елиминише потребу за претходном синтетизацијом праха силицијум карбида, смањује трошкове производње и омогућава производњу великих производа са танким зидовима сложеног облика, пружајући референцу за побољшање перформанси и применуреакционо синтерована керамика од силицијум карбида.
Шта су коришћене сировине?
Сировине коришћене у експерименту укључују:
Силицијум карбид са средњом величином честица (д50) од 3,6 μм и чистоћом (в(СиЦ)) ≥ 98%
Чађа са средњом величином честица (д50) од 0,5 μм и чистоћом (в©) ≥ 99%
Графит средње величине честица (д50) од 10 μм и чистоће (в©) ≥ 99%
Дисперзанти: поливинилпиролидон (ПВП) К30 (К вредност 27-33) и К90 (К вредност 88-96)
Редуктор воде: поликарбоксилат ЦЕ-64
Агент за ослобађање: АО
Дејонизована вода
Како је спроведен експеримент?
Експеримент је спроведен на следећи начин:

Мешање сировина према табели 1 коришћењем електричне мешалице током 4 сата да би се добила једнолично измешана суспензија.
Одржавајући вискозитет суспензије ≤ 1000 мПа·с, мешана суспензија је сипана у припремљене гипсане калупе за ливење клизним слојем, остављена да дехидрира кроз гипсане калупе 2-3 минута да би се формирала зелена тела.
Зелена тела су стављена на хладно место 48 сати, затим извађена из калупа и сушена у пећници за сушење у вакууму на 80°Ц током 4-6 сати.
Дегумирање зелених тела је изведено у муфлној пећи на 800°Ц током 2 сата да би се добиле предформе.
Предформе су уграђене у мешани прах чађе, силицијум праха и бор нитрида у масеном односу 1:100:2000 и синтероване у пећи на 1720°Ц током 2 сата да би се добила потпуно фино прашкаста керамика од силицијум карбида. .
Које методе су коришћене за тестирање перформанси?
Тестирање перформанси је укључивало:
Мерење вискозитета суспензије у различитим временима мешања (1-5 сати) коришћењем ротационог вискозиметра на собној температури.
Мерење запреминске густине предформи према националном стандарду ГБ/Т 25995-2010.
Мерење чврстоће на савијање синтерованих узорака на 1720°Ц према ГБ/Т 6569-2006, са димензијама узорка од 3 мм × 4 мм × 36 мм, распоном од 30 мм и брзином оптерећења од 0,5 мм·мин^-1 .
Анализа фазног састава и микроструктуре синтерованих узорака на 1720°Ц коришћењем КСРД и СЕМ.
Како време мешања утиче на вискозитет суспензије, запреминску густину преформе и привидну порозност?
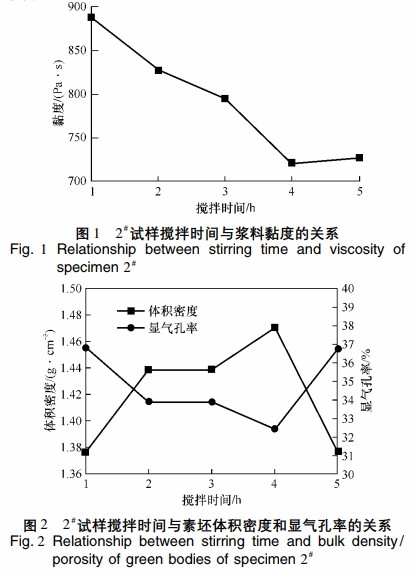
Слике 1 и 2 приказују однос између времена мешања и вискозитета суспензије за узорак 2#, и однос између времена мешања и запреминске густине преформе и привидне порозности.
Слика 1 показује да како се време мешања повећава, вискозитет опада, достижући минимум од 721 мПа·с на 4 сата, а затим се стабилизује.
Слика 2 показује да узорак 2# има максималну запреминску густину од 1,47 г·цм^-3 и минималну привидну порозност од 32,4%. Нижи вискозитет доводи до боље дисперзије, што доводи до уједначеније суспензије и побољшањасилицијум карбидна керамикаперформансе. Недовољно време мешања доводи до неравномерног мешања финог праха силицијум карбида, док прекомерно време мешања испарава више воде, дестабилизујући систем. Оптимално време мешања за припрему керамике од силицијум карбида у фином праху је 4 сата.
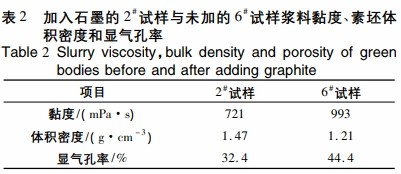
Табела 2 наводи вискозитет суспензије, запреминску густину преформе и привидну порозност узорка 2# са додатком графита и узорка 6# без доданог графита. Додатак графита смањује вискозитет суспензије, повећава запреминску густину преформе и смањује привидну порозност због ефекта подмазивања графита, што резултира бољом дисперзијом и повећаном густином потпуно финог прахакерамика од силицијум карбида. Без графита, суспензија има већи вискозитет, лошију дисперзију и стабилност, због чега је неопходно додавање графита.
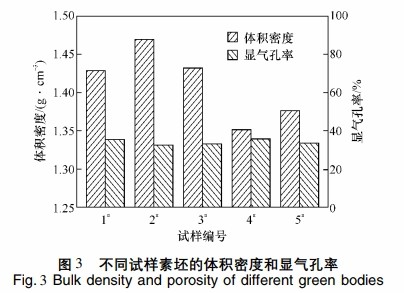
Слика 3 приказује запреминску густину преформе и привидну порозност узорака са различитим садржајем чађе. Узорак 2# има највећу запреминску густину од 1,47 г·цм^-3 и најмању привидну порозност од 32,4%. Међутим, прениска порозност спречава инфилтрацију силицијума.
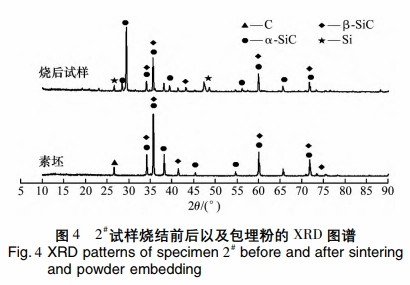
Слика 4 приказује КСРД спектре узорака 2# предформи и синтерованих узорака на 1720°Ц. Предформе садрже графит и β-СиЦ, док синтеровани узорци садрже Си, β-СиЦ и α-СиЦ, што указује да се неки β-СиЦ трансформише у α-СиЦ на високим температурама. Синтеровани узорци такође показују повећани Си и смањен садржај Ц услед високотемпературне инфилтрације силицијума, где Си реагује са Ц да би формирао СиЦ, испуњавајући поре.

Слика 5 приказује морфологију лома различитих предформи узорака. Слике откривају фини силицијум карбид, графит и поре. Узорци 1#, 4# и 5# имају веће фазе љуспица и неравномерније распоређене поре због неравномерног мешања, што резултира ниском густином преформе и високом порозношћу. Узорак 2# са 5,94% (в) чађе показује оптималну микроструктуру.

Слика 6 приказује морфологију лома узорка 2# након синтеровања на 1720°Ц, приказујући чврсто и равномерно распоређене честице силицијум карбида са минималном порозношћу. Раст честица силицијум карбида је последица ефеката високе температуре. Мање новоформиране СиЦ честице се такође виде између оригиналних честица СиЦ скелета из реакционог синтеровања, са неким преосталим Си који испуњава оригиналне поре, смањујући концентрацију напрезања, али потенцијално утичући на перформансе при високим температурама због своје ниске тачке топљења. Синтеровани производ има запреминску густину од 3,02 г·цм^-3 и чврстоћу на савијање од 580 МПа, двоструку јачину од обичногреакцијски синтеровани силицијум карбид.
Закључци
Оптимално време мешања за суспензију која се користи за припрему потпуно финог прахакерамика од силицијум карбидаје 4 сата. Додавање графита смањује вискозитет суспензије, повећава запреминску густину преформе и смањује привидну порозност, повећавајући густину потпуно финог прахакерамика од силицијум карбида.
Оптимални садржај чађе за припрему потпуно фино прашкасте керамике силицијум карбида је 5,94% (теж.).
Синтероване честице силицијум карбида су чврсто и равномерно распоређене са минималном порозношћу, показујући тренд раста. Густина синтерованог производа је 3,02 г·цм^-3, а чврстоћа на савијање је 580 МПа, што значајно побољшава механичку чврстоћу и густину потпуно финог праха.керамика од силицијум карбида.**
Ми у Семицорек-у смо специјализовани заСиЦ Церамицси других керамичких материјала који се примењују у производњи полупроводника, ако имате било каквих питања или су вам потребни додатни детаљи, не устручавајте се да нас контактирате.
Контакт телефон: +86-13567891907
Емаил: салес@семицорек.цом